アクリル切削実験 [アイテム]
この時期に作業を進めないと、出張ばかりで何にも進められません。
なので、がんばってイロイロ進めます。
せっかく手にしたハイテク機材を駆使してチョット実験です。
アクリルを切削・・・その精度がどんなものか?
精度・・・なんて職業柄良く耳にするので何処に誤差要因があるかを
突き止める習慣が身についています。・・・・好きではないですよ、その習慣って。
先ずは、こんなデータを作ってみました。
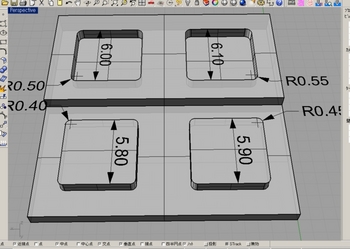
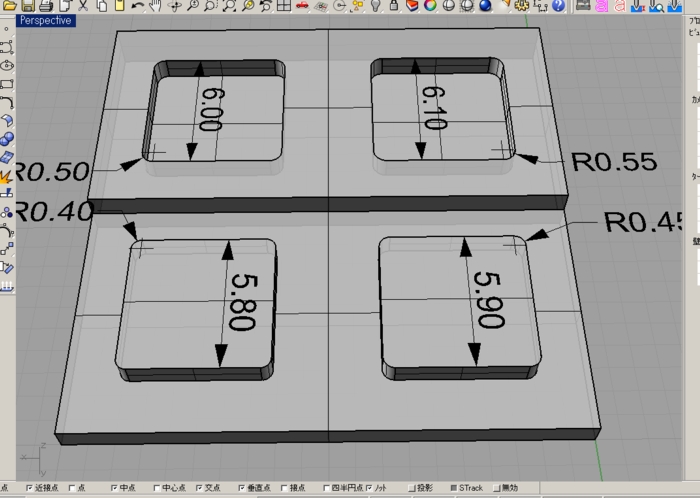
上が窓枠(車体)側面材で「凹形状」、下が窓ガラス材「凸形状」です。
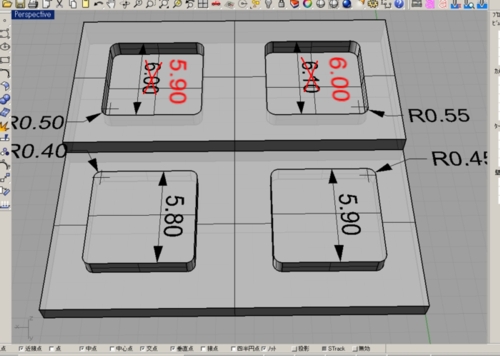
とりあえず、窓自体の目標寸法を6.0ミリ四角で、角は0.5ミリRだという設定で、
それぞれ凹凸のハマリ具合を確認するための実験データとしました。
つまり、左側は6.0ミリ枠に対して、5.8ミリのガラスが・・・・
同様に右側は6.1ミリ枠に対して、5.9ミリのガラスがそれぞれハマる設定です。
左右ともにクリアランスが0.2ミリとなるのでスカスカになるはずです。
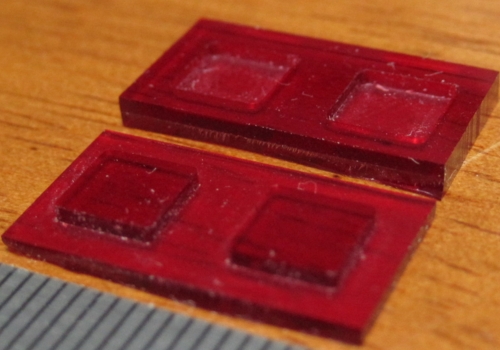
で、この状態で切削。
この切削は1ミリ径のエンドミルを使って、輪郭をグルリとまわる設定で
0.1ミリずつ3mm/secと言うユックリとした速度で削りました。
(これ重要な設定です。)
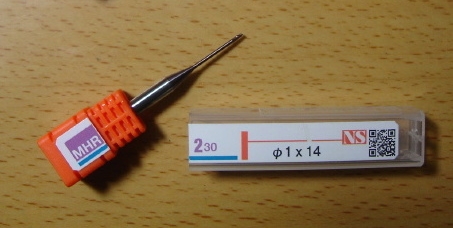
(画像は http://www.zacoda.jp/ のサイトからお借りしました)
で、結果は・・・
と言うことです。
つ・ま・り・・・ スカスカのハズが、「ギュッ」と押し込まないと入らない・・
入ると外しにくいいい感じになってしまいました。
ノギスの精度が悪いか、エンドミルと材料の相性がわるいのか、はたまた
摩擦熱の膨張とか、材料の固定方法とか、日頃の行いの良し悪しとか・・・
要因はイロイロ考えられますがとにかく「穴あけ方向」には少し誤差が出るようです。
多分ですが、アクリルの性質と円曲線の直線補間データによる設定が
原因だと思っています。(どうでもいいですけどね)
と言うことで、CAD作図の方針が決まりました。
「窓枠は枠とガラスのそれぞれで0.1ミリづつ逃げてクリアランス0.2ミリとせよ」
「5ミリ角程度の小さな一枚パーツとして作る時はクリアランス0.1ミリでギチギチ」
「0.3ミリのクリアランスをCAD上で設定すると、現物は0.2ミリでスカスカ」
但し、アクリル同士の時に限る・・・?
まだまだ、実験する材料があるなぁ。
なので、がんばってイロイロ進めます。
せっかく手にしたハイテク機材を駆使してチョット実験です。
アクリルを切削・・・その精度がどんなものか?
精度・・・なんて職業柄良く耳にするので何処に誤差要因があるかを
突き止める習慣が身についています。・・・・好きではないですよ、その習慣って。
先ずは、こんなデータを作ってみました。
上が窓枠(車体)側面材で「凹形状」、下が窓ガラス材「凸形状」です。
とりあえず、窓自体の目標寸法を6.0ミリ四角で、角は0.5ミリRだという設定で、
それぞれ凹凸のハマリ具合を確認するための実験データとしました。
つまり、左側は6.0ミリ枠に対して、5.8ミリのガラスが・・・・
同様に右側は6.1ミリ枠に対して、5.9ミリのガラスがそれぞれハマる設定です。
左右ともにクリアランスが0.2ミリとなるのでスカスカになるはずです。
で、この状態で切削。
この切削は1ミリ径のエンドミルを使って、輪郭をグルリとまわる設定で
0.1ミリずつ3mm/secと言うユックリとした速度で削りました。
(これ重要な設定です。)
(画像は http://www.zacoda.jp/ のサイトからお借りしました)
で、結果は・・・
と言うことです。
つ・ま・り・・・ スカスカのハズが、「ギュッ」と押し込まないと入らない・・
入ると外しにくいいい感じになってしまいました。
ノギスの精度が悪いか、エンドミルと材料の相性がわるいのか、はたまた
摩擦熱の膨張とか、材料の固定方法とか、日頃の行いの良し悪しとか・・・
要因はイロイロ考えられますがとにかく「穴あけ方向」には少し誤差が出るようです。
多分ですが、アクリルの性質と円曲線の直線補間データによる設定が
原因だと思っています。(どうでもいいですけどね)
と言うことで、CAD作図の方針が決まりました。
「窓枠は枠とガラスのそれぞれで0.1ミリづつ逃げてクリアランス0.2ミリとせよ」
「5ミリ角程度の小さな一枚パーツとして作る時はクリアランス0.1ミリでギチギチ」
「0.3ミリのクリアランスをCAD上で設定すると、現物は0.2ミリでスカスカ」
但し、アクリル同士の時に限る・・・?
まだまだ、実験する材料があるなぁ。
2010-03-20 00:17
コメント(0)
トラックバック(0)



コメント 0